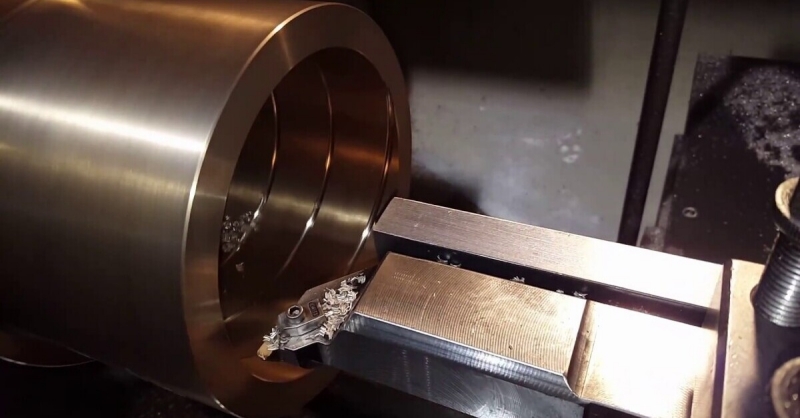
شیار کردن یک فرآیند نسبتا پیچیده است. برای انجام یک کار خوب در شیار، ابتدا باید انواع شیارها را بشناسید. انواع شیارهای رایج عبارتند از شیارهای دایره ای خارجی، شیارهای سوراخ داخلی و شیارهای صفحه انتهایی. اگر چه پردازش دشوار است، شیار کردن را می توان به طور موثر با کارکرد منطقی مرکز ماشینکاری تکمیل کرد.
شیار زدن چیست؟
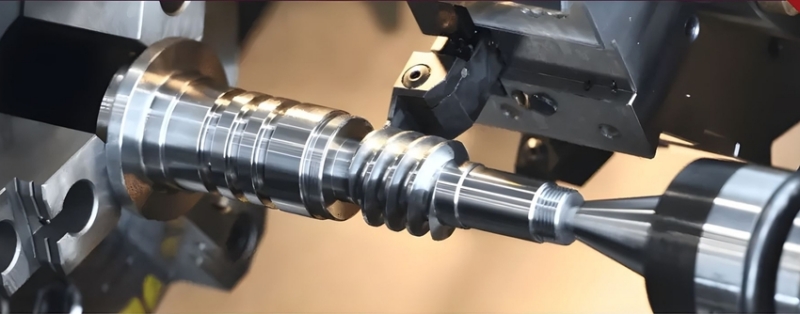
در واقع، در تمام ابزارهای برش، صرف نظر از فلز یا غیرفلزی بودن مواد ابزار، و صرف نظر از روش پردازش چرخش قطعه کار یا چرخش ابزار، تا زمانی که برای برش شیار از ابزار شیاردار استفاده شود. قطعه کار، می توان آن را به عنوانپردازش شیار.
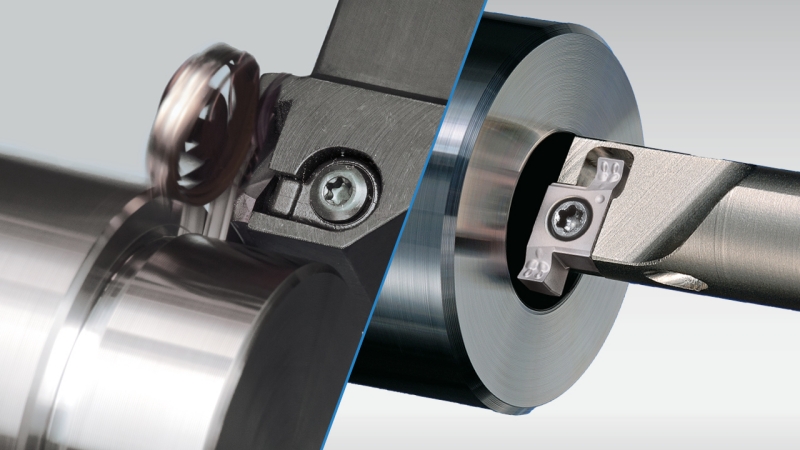
برایشیار داخلیبهترین اثر ماشینکاری زمانی حاصل می شود که نوک ابزار کمی بالاتر از خط مرکزی باشد.شیار کردن صورتخاص تر است، ابزار باید بتواند در جهت محوری حرکت کند و شعاع عقب ابزار باید با شعاع ماشین کاری مطابقت داشته باشد.شیار کردن صورتهنگامی که نوک ابزار کمی بالاتر از خط مرکزی باشد بهترین اثر ماشینکاری را به دست می آورد.

در هرفرآیند شیار زنی، طراحی مدل و شرایط فنی مرکز ماشینکاری نیز از عوامل اساسی است که باید مورد توجه قرار گیرد. الزامات عملکرد اصلی برای مرکز ماشینکاری عبارتند از: داشتن قدرت ماشینکاری کافی، یک دوک با سرعت بالا برای اطمینان از اینکه ابزار در محدوده سرعت صحیح کار می کند و سرعت را کاهش نمی دهد یا تکان نمی خورد. داشتن استحکام کافی برای تکمیل فرآیند برش مورد نیاز و عدم لرزش برای آسیب رساندن به سطح قطعه کار. داشتن فشار و جریان خنک کننده به اندازه کافی بالا برای کمک به حذف تراشه. طراحی عملکردی تخلیه آب مرکز دوک می تواند این نیاز پردازش را برآورده کند.
در واقع شیار زدن از نظر طراحی و پردازش برنامه کار سختی نیست. آنچه که پیچیده است شکل نامنظم قطعه کار و اشکال زدایی مداوم است که به دنبال آن است. رافرآیند شیار زنیرا می توان با اعمال تفاوت در روش های پردازش در انتخاب معقول ابزارها به طور موثر تکمیل کرد.